
توسعه روشهای ارزیابی و کالیبراسیون برای اندازهگیری دقیق و اندازهگیری فاصله (مدت) تصدیق (تأیید) برای دستگاههای اندازهگیری بر اساس مفهوم عدم قطعیت اندازهگیری به منظور تعیین زمان تصدیق (تأیید) برنامه ریزی شده یا برنامه ریزی نشده بعدی مطابق ویژگیهای اندازهشناسی با مقادیر استاندارد آنها مورد نیاز است.
به تعریف زمان بندی (دوره ای بودن) تأیید اندازهشناسی دستگاههای اندازهگیری که در تجارت یا مراقبتهای بهداشتی هنگام نظارت بر شرایط محیطی و اثبات بهداشت و ایمنی در محل کار استفاده میشود ، یک موضوع ضروری در تحقیقات علمی است که بستگی به کیفیت کالا و خدمات دارد.
روشی برای ارزیابی صحت اندازهگیریها و فاصله بین تصدیق دستگاههای اندازهگیری، براساس استفاده از دستورالعملهای استاندارد بین المللی برای اندازهگیری کیفیت پیشنهاد شده است. روش کالیبراسیون برای ارزیابی بازه تأیید بین دستگاههای اندازهگیری در طول صدور گواهینامه سنجش دستگاه اندازهگیری برای لحظه اینرسی(inertia) موتورهای الکتریکی مورد آزمایش قرار گرفته است.
- تلرانس مجاز خارج از نتایج کالیبراسیون به چه معناست؟
- تعدیل اتصال سرد (Cold Junction)
- 7 اهمیت کالیبراسیون از دیدگاه حرفه ای و تخصصی
1- مقدمه
برای اینکه گزارشی از نتایج سنجش خواص فیزیکی ارائه شود ، نتایج کمی باید به گونه ای ارائه شود که قابلیت اطمینان آنها به اندازهکافی ارزیابی شود. بدون چنین مقادیری ، نتایج اندازهگیری را نمی توان با یکدیگر یا با مقادیر مرجع ارائه شده در مشخصات یا استانداردهای ارائه شده با دستگاههای اندازهگیری مقایسه کرد. از این رو ، برای اطمینان از اجماع بین المللی در علم اندازهگیری ، روشهای قابل فهم و پذیرفته شده ای برای پردازش نتایج اندازهگیریها به کار گرفته شده است که همان مفهوم عدم قطعیت در اندازهگیری میباشد.
که ابزارهای اندازهگیری دستگاههای فنی پذیرفته شده ای هستند که با ویژگیهای استاندارد اندازهگیری مشخص میشوند. قابلیت اطمینان (اعتبار) دستگاههای اندازهگیری براساس توانایی مقاومت آنها در برابر پارامترهای اندازهگیری درمحدودههای تنظیم شده تعیین میشود. نتیجه ای که فراتر از این محدوده تعیین شده به دست میآید به عنوان یک شکست اندازهشناسی طبقه بندی میشود.
کنترل اندازهشناسی (دوره ی تصدیق)یا صدور گواهینامه دستگاههای اندازهگیری، مطابق ویژگیهای اندازهشناسی با مقادیر استاندارد شده ایجاد میشود. معرفی مفهوم عدم قطعیت اندازهگیری به استانداردهای بین المللی برای ارزیابی و تعریف ویژگیهای اندازهگیری دقیق و ارزیابی اقلام الکتروتکنیکی با کیفیت، مستلزم توسعه روش هایی برای ارزیابی (ایجاد) فاصله تصدیق است. روش سنجش دستگاههای اندازهگیری باید بر اساس تئوری عدم قطعیت باشد.
توسعه روشهای ارزیابی برای اندازهگیری دقیق و اندازهگیری فاصله(مدت) تصدیق (تأیید) برای دستگاههای اندازهگیری بر اساس مفهوم عدم قطعیت اندازهگیری به منظور تعیین زمان تصدیق (تأیید) برنامه ریزی شده یا برنامه ریزی نشده بعدی مطابق ویژگیهای اندازهشناسی با مقادیر استاندارد آنها مورد نیاز است.
به تعریف زمان بندی (دوره ای بودن) تأیید اندازهشناسی دستگاه های اندازهگیری که در تجارت یا مراقبتهای بهداشتی هنگام نظارت بر شرایط محیطی و اثبات بهداشت و ایمنی در محل کار استفاده میشود ، یک موضوع ضروری در تحقیقات علمی است که بستگی به کیفیت کالا و خدمات دارد.
با توجه به موارد فوق ، هدف این مقاله ایجاد روشی برای ارزیابی صحت سنجش عملکرد فاصله بین راستی آزمایی دستگاههای اندازهگیری بر اساس نظریه عدم قطعیت است که به شما امکان میدهد تا بر اساس استانداردهای بین المللی که برای ارزیابی کیفیت محصولات الکتریکی اعمال شده است ، زمانی برنامه ریزی شده ای برای تصدیق دستگاههای اندازهگیری تعیین کنید. علاوه بر این ، روش ارزیابی پیشنهادی برای اندازهگیری صحت باید در طول گواهینامه اندازهشناسی دستگاه برای لحظه اینرسی موتورهای الکتریکی آزمایش شود.
2- تجزیه و تحلیل تحقیقات و نشریات

تجزیه و تحلیل وضعیت تحقیقات و نشریات منابع دانشگاهی موجود به طور رضایت بخشی رویکردهای نظری جداگانه ای را برای ارزیابی و بیان عدم قطعیت و برای تعیین بازههای تأیید(تصدیق) میانی (بین راستی آزمایی) بر اساس محدودیت ویژگیهای اندازهشناسی ناپایداری در نظر میگیرند. این آزادی عمل در خصوصیات اندازهشناسی بر اساس نظریه خطای اندازهگیری و قابلیت اطمینان وسایل بدون در نظر گرفتن مفهوم عدم قطعیت اندازهگیری است.
بنابراین، تا به امروز، هیچ رویکردی برای تعریف محدوده تأیید بین ابزارهای اندازهگیری بر اساس نظریه عدم قطعیت اندازهگیری وجود ندارد. به همین خاطر ،نیاز به توسعه ابزارهای ریاضی برای تعیین و تعریف محدوده تأیید بین ابزارهای اندازهگیری بر اساس استانداردهای بین المللی برای ارزیابی ویژگیهای صحت اندازهگیری- نظریه عدم قطعیت اندازهگیری وجود دارد.
ما میدانیم که در صورت امکان با تعیین حداقل میزان تقریبی متوسط تعداد خرابیهای اندازهشناسیها ( q) در جریان کلی رد ابزارهای اندازهگیری ، صحت عملکرد برآورد شده اندازهگیریها بدون رد اندازهگیری PM(t)در طول مدت کار t ممکن است توسط فرمول زیرنشان داده شود:
| PM (t) = 1 – q (t) [1 – P (t)] |
که P(t)احتمال عملکرد بدون خرابی دستگاه اندازهگیری (اعتبار فنی) برای زمان کار t است. اگر تعداد متوسط خرابیهای اندازهشناسی q (t) قابل تعیین نباشد ، باید از PM (t) = P (t) استفاده کرد. ( PM (t) = P (t)در نظر گرفت). ما همچنین میدانیم که شاخصهای کلیدی که میتوانند برای محاسبه اعتبار ویژگیهای اندازهشناسی مورد استفاده قرار گیرند عبارتند از: احتمال عملکرد بدون خرابی. فراوانی (تعداد)خرابیهای اندازهگیری ؛ میانگین زمان تا اولین شکست در اندازهشناسی ؛ جریان پارامتر خرابیهای اندازهشناسی ؛ و زمان اولین شکست اندازهشناسی،
اگرچه، در اطلاعات مربوط به وسایل اندازهگیری که برای آزمایش ارائه میشوند تا تصدیق گواهینامه وسایل اندازهگیری را ارائه دهند ، اغلب اطلاعات معتبر در مورد بی ثباتی ویژگیهای اندازهشناسی و اطمینان از وسایل مورد نیاز برای توجیه تعیین فاصله اولیه راستی آزمایی برای ابزار وجود ندارد، در این موارد ، میتوان با استفاده از مقادیر ثابت برای پارامترهای قابلیت اطمینان که در مشخصات فنی و اسناد دستگاههای اندازهگیری مشخص شده است ، یا با استفاده از اطلاعات مشابه ، مقادیر عملیاتی را بر اساس دادههای مربوط به دفعات استفاده و شرایط اندازهگیری اصلاح کرد.
3- رویکرد نظری برای تعیین مدت تصدیق وسایل اندازهگیری بر اساس مفهوم عدم قطعیت اندازهگیری
برای تعیین فاصله بین تأیید یک دستگاه اندازهگیری بر اساس مفهوم عدم قطعیت اندازهگیری ، یک رویکرد نظری در زیر پیشنهاد شده است ارزیابی تجربی عدم قطعیت اندازهگیری در محدوده اندازهگیری پایین و بالا یک دستگاه اندازهگیری از طریق درجه بندیهای دیجیتالی ، یک سری اندازهگیریها باید در محدودههای پایینی اندازهگیری دستگاه اندازهگیری (حداقل مقدار استاندارد شده توسط ابزارهای اندازهگیری) در داخل انجام شود.
محدوده اندازهگیری دستگاه اندازهگیری و حداکثر میزان اندازهگیری دستگاه اندازهگیری (حداکثر مقداری که در اسناد فنی مشخص شده است). در عین حال ، ورودی دستگاه اندازهگیری باید در مجموعه مقادیر سیگنالهای اندازهگیری که با محدوده اندازهگیری مشخص شده در اسناد فنی مطابقت دارد ، نمونه برداری شود.
بنابراین، تحقیقات تجربی در مورد محدودیتهای درجه بندی شده اندازهگیریها ممکن است با استفاده از روش اندازهگیریهای نمونه، سیگنالهای نمونه، دستگاههای نمونه یا روشهای مقایسه انجام شود. بر اساس دادههای تجربی ، عدم قطعیت استاندارد نوع A برای محدوده پایینی اندازهگیری برای اندازهگیری محدوده میانی و محدوده ی بالای اندازهگیری با استفاده از معادله به شرح زیر تعیین می شود.
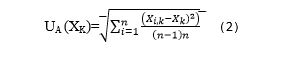
که کمیت مقداری Xi, بدست آمده در گروه Kth است که مشاهدات با توجه به حد (محدوده) پایین و بالای اندازهگیری در رنج و محدوده کلی اندازهگیری است . K تعداد گروه هایی است که در افزایش درجه بندی بازبینی شده اند (بازبینی و تحت نظر قرار گرفته). x ̄K مقدار متوسط هر گروه مورد بررسی است n تعداد مقادیر اندازهگیری شده در گروه Kth بررسی شده است.
از نتایج بدست آمده از فرمول (2) عدم قطعیتهای استاندارد تجربی نوع A بدست میاید که بیشترین مقدار به عنوان حداکثر عدم قطعیت استاندارد نوع) A uxmax (x تعیین میشود که سپس برای تعیین مدت تصدیق مورد استفاده قرار میگیرد.
مرحله بعدی در تعیین فاصله تصدیق دستگاه اندازهگیری ، ارزیابی عدم قطعیت استاندارد نوع B است که با اطلاعات موجود در مورد دیگر عوامل تکرار پذیر در تئوری، با یک درجه از سطح اطمینان میتواند در فرایند اندازهگیری بیان کرد. برای انجام این کار ، باید به اطلاعات بدست آمده از اندازهگیریهای قبلی ، شرایط کار قابل قبول برای اندازهگیری ، خواص فیزیکی مقدار اندازهگیری شده ، دادههای اسناد فنی برای دستگاه اندازهگیری یا ابزار دادههای مرجع اعتماد کرد. پس از ارزیابی اجزای تئوری احتمالی عدم قطعیتهای استاندارد نوع B ، لازم است مجموع عدم قطعیت کل استاندارد نوع B ucB را بر اساس فرم شناخته شده به عنوان نماینده عدم قطعیت ترکیبی محاسبه کنیم .
پس از محاسبه کل عدم قطعیت اندازهگیری نوع B ، لازم است نتیجه عدم قطعیت کلی اندازهگیری را بر اساس حداکثر عدم قطعیت استاندارد نوع A محاسبه کنیم. معادله محاسبه عدم قطعیت کلی اندازهگیری حاصله درصورت عدم ارتباط عبارت است از:
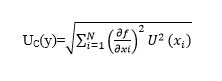
که=Ci ضریب حساسیت برای معادله تبدیل اندازه، U(Xi) عدم قطعیت استاندارد ارزیابی شده نوع A که حداکثر عدم قطعیت استاندارد نوع A uAmax(x) بر اساس نوع B است. اگر فرض کنیم که ضریب حساسیت عدم قطعیت نوع A یک باشد ، استاندارد ضریب حساسیت عدم قطعیت که به عنوان نوع B تخمین زده میشود ، در محاسبه کل عدم قطعیت نوع B لحاظ میشود ، سپس معادله (3) برای برآورد کل عدم قطعیت نتیجه اندازهگیری ممکن است به صورت زیر نوشته شود:
اگر بین متغیرهای ورودی همبستگی وجود داشته باشد ، معادله تعیین عدم قطعیت کل نتیجه اندازهگیری به شرح زیر خواهد بود:
ضریب همبستگی پس از محاسبه عدم قطعیت کل نتیجه اندازهگیری ، لازم است اندازهگیری گسترده عدم قطعیت را که به روشهای اندازهگیری به عنوان یک مقدار استاندارد نسبت داده میشود و در گزارش آزمایش اسناد فنی دستگاه اندازهگیری ذکر شده است ، تعریف کرد. عدم قطعیت اندازهگیری با ضرب عدم قطعیت کل نتیجه اندازهگیری در ضریب پوشش بدست میآید:
![]()
جایی که kP ضریب پوشش است ، که با اطلاعات در مورد سطح اطمینان P و تعداد موثر درجه آزادی νeff تعیین میشود. مقدار احتمال (سطح)اطمینان P معمولاً در مشخصات یا دفترچههای راهنمای فنی برای اندازهگیری معین بیان میشود اگر مستندات فنی احتمال اطمینان را مشخص نکند ، به صورت تجربی یا قبلی تعیین میشود. تعداد موثر درجه آزادی با معادله ولش-ساترتویت (Welch-Satterthwaite) محاسبه میشود:
بر اساس سطح اطمینان P و تعداد موثر درجات آزادی از student table ، ضریب پوشش kP تعیین میشود. در صورتی که تعداد موثر درجات آزادی بیشتر از 30 باشد ، νeff> 30 ، ضریب پوشش k0.9 = 1.64 فرض میشود که احتمال P = 0.9، k0.95 = 1.96 وقتی P = 0.95 ؛ k0.99 = 2.58 وقتی P = 0.99 و k0.9973 = 3 وقتیP = 0.9973 است.
پس از تعیین مقدار استاندارد عدم قطعیت اندازهگیری تحت شرایط استاندارد یا مقدار کل عدم قطعیت اندازهگیری ، لازم است یک طول عمر عملیاتی برای استفاده از ابزار اندازهگیری مشخص کنیم این ممکن است بر اساس اطلاعات مربوط به کثرت بهره برداری از وسایل اندازهگیری (تعداد ساعات کار در روز) و همچنین میانگین زمان خرابی دستگاه یا مقدار اعلام شده برای مدت زمان عملیات تا اولین خرابی اندازهشناسی تعریف شود.
با تعیین مقادیر استاندارد خاصی برای ویژگیهای اندازهشناسی ، این دستگاه باید در شرایط کاربردی واقعی استفاده شود یا آزمایش شود ، مانند شرایط آزمایشگاهی که در آن دستگاه اندازهگیری واقعاً مورد استفاده قرار میگیرد. پس از آزمایشات طولانی مدت دستگاه اندازهگیری ، عدم قطعیت کلی و خلاصه مجدداً بر اساس شرایط محیطی استفاده واقعی در محل محاسبه میشود. در این مورد محاسبات شرایط کار را با توجه به مقادیر واقعی دمای محیط و سایر شرایط اندازهگیری در نظر میگیرند.
بنابراین، ممکن است مقادیر عدم قطعیت عملیاتی را با استفاده از فرمولهای (2) – (7) محاسبه کنیم. در نتیجه این محاسبات ممکن است مقادیر عملیاتی برای عدم قطعیت اندازهگیری UE در شرایط عملیاتی بدست میآید.بر اساس مقادیر عدم قطعیت نوع A عدم قطعیت اندازهگیری استاندارد شده و از لحاظ نظری امکان پذیر است و عدم قطعیت عملیاتی اندازهگیری تحت فرض تقارن توزیع عدم قطعیت ، اولین ارزیابی فاصله تصدیق دستگاه اندازهگیری T1 ممکن است با استفاده از مقادیر عدم قطعیت به شرح زیر محاسبه میشود:

که k2P-1 ضریب پوشش مربوط به سطح اطمینان 2P-1 است، یعنی مقدار احتمالی با احتمال قابلیت کارکرد (عملکرد) دستگاه در زمان معین تصدیق دستگاه (زمان تعریفی برای تصدیق دستگاه) مطابقت داردکه t طول عمر عملیاتی دستگاه اندازهگیری میباشد. ضریب پوشش k2P -1 از اطلاعات Student table با سطح اطمینان 2p-1 و تعداد درجات آزادی موثر νeff تعیین میشود.
ارزیابی دوم برای تعیین مدت تصدیق T2 از طریق فرمول زیر محاسبه میشود:
بر اساس مقادیر محاسبه شده مدت بین تصدیق T1 و T2 ، یک فاصله راستی آزمایی برای سنجش دستگاه تعیین میشود ، که فرض میشود برابر با حداقل مقدار بین مقادیر T1 و T2 باشد ، یعنی:
![]()
بنابراین ، روش پیشنهادی برای تعیین مدت تصدیقی برای سنجش وسایل ، مفهوم عدم قطعیت اندازهگیری است. این روش الزامات بین المللی برای ارزیابی صحت اندازهگیریها ، رعایت وحدت بین المللی برای تعاریف اندازهگیری را برآورده میکند و میتواند در صدور گواهینامه اندازهگیری ابزار مورد استفاده قرار گیرد.
برای تأیید اظهارات نظری پیشنهادی مورد استفاده در کالیبراسیون با استفاده از روش تدریجی برای تعیین فواصل تداخل وسایل اندازهگیری بر اساس مفهوم عدم قطعیت ، ما محاسبه فاصله بین راستی آزمایی را با درنظر گرفتن مثال گواهینامه اندازهگیری یک دستگاه برای اندازهگیری لحظه اینرسی موتورهای الکتریکی را مطرح میکنیم.
4- نتایج آزمایش روش پیشنهادی برای بازه تصدیق درونی در طول صدور گواهینامه دستگاه اندازهگیری لحظه اینرسی موتورهای الکتریکی
قاعده کلی عملکرد و مدل ریاضی دستگاه در مراجع شرح داده شده است. معادله تبدیل دستگاه در لحظه ی اینرسی موتور الکتریکی به شرح زیر است:
که Nj تعداد پالسهای ورودی شمارنده تایمر(timer-counter) میکروکنترل است که قسمتی از دستگاه انداره گیری در لحظه اینرسی یک دوره زمانی نوسانات آزاد روتور موتور الکتریکی است.
MK گشتاور در لغزش(خطا) S=1 است که در معادله KLOSS شرح داده شده است. L طول اهرم اندازهگیری است، ξ ضریب ارتجاعی غشاء سنسور effort است ، h ضخامت غشاء سنسور effort است e=0.17، r شعاع غشاء، C ضریب سختی (استحکام) سنسور، مقدار مطلق انحراف استاندارد مبدل اندازهگیری ، j لحظه دقیق اینرسی ، p ضریب تعدیل است ، T0 مدت پالسهای نمونه است که دوره ی اندازهگیری لحظه اینرسی را پس از اتمام فرایند پر میکند. (هنگامی که قدرت موتور الکتریکی قطع شده و گشتاور Mk با نزدیک شدن به صفر کاهش مییابد.)
ماهیت روش اندازهگیری تولید گشتاور از زمانی است که یک موتور الکتریکی به منبع تغذیه متصل میشود ، که توسط فرمولهای KLOSS توضیح داده شده است. این گشتاور از طریق اهرم اندازهگیری که در یک طرف به روتور موتور الکتریکی ، و در طرف دیگر از طریق سنسور effort که یک عنصر الاستیک میباشد، متصل است ، ایجاد میشود. بعداً که موتور الکتریکی از منبع تغذیه جدا میشود ، گشتاور Mk در بازه زمانی T0 به صفر میرسد.
از آنجایی که روتور موتور الکتریکی دچار نوسانات تعدیل میشود که مدت زمان آن ناشی از مقدار اینرسی روتور j و سختی ( استحکام) C سنسور effort است ، پس اندازه(بزرگی) گشتاور و فاصله زمانی از لحظه خاموش شدن تا صفرشدن را اندازهگیری میکند مقدار C سختی سنسور effort را میدانیم پس میتوانیم مقدار لحظه اینرسی موتور الکتریکی را تعیین کنیم.
بنابراین، برای صدور گواهینامه اندازهگیری دستگاه برای تعیین لحظه اینرسی موتورهای الکتریکی ، ما باید مقدار گشتاور ثابت Mk را تعیین کنیم و سپس در حالت خود ترمز موتور الکتریکی اندازهگیریهای لحظه اینرسی را انجام میدهیم. لحظه نمونه Mexe به این صورت پیشنهاد میشود که با استفاده از مجموعه ای از وزنها (set weight) ایجاد شده باشد. معادله مشخص شده برای تعیین روش تولید گشتاور نمونه است:
| (12) Mexe = gRmexe |
که g مقدار شتاب گرانش است که برابر با ms -28066/9 است ؛ R شعاع دیسک 9889/9 سانتی متر است که به شفت (shaft) موتور الکتریکی که بخشی از مبدل اندازهگیری گشتاور است ، محکم شده است.
mexe جرم وزنههای استاندارد است. برای کالیبراسیون یک دستگاه برای اندازهگیری لحظه اینرسی ، از یک موتور الکتریکی ناهمزمان (ناهمگان) از نوع AIR56A4 استفاده شده که دارای مقدار اسمی (Nominal) لحظه اینرسی j1 = 0.007 N.m2 است.
برای تولید گشتاور با لغزش S = 1 لازم است بر روی شفت (محور) موتور الکتریکی یک گشتاور نمونه (نمونه گشتاور ) متناسب با Mk = 0.85 N.m2 ایجاد کنید. برای تولید گشتاور روی دیسک با شعاع R که به محور موتور الکتریکی از طریق رشته سیمی به طول l ثابت شده است، مقدار جرم نمونه باید برابر mexe = 867.726gr باشد.
از نتایج اندازهگیریهای قبلی شعاع دیسک ، مشخص شده است که عدم قطعیت استاندارد اندازهگیری شعاع دیسک uAr = 1.04 × 10−3 mm است و با دادههای مشخصات فنی در مورد وسایل نمونه اندازهگیری جرم با حداکثر بار 1000 گرم ، مشخص است که جرم وزنها با انحراف مطلق در اندازهگیری Δm = 1 میلی گرم اندازهگیری میشود.عدم قطعیت اندازهگیری جرم با فرض بر این که انحراف مطلق به طور مساوی توزیع شده است ، را میتوان توسط معادله زیر محاسبه کرد:
بنابراین عدم قطعیت کل در تولید گشتاور با فرمول زیر محاسبه میشود:
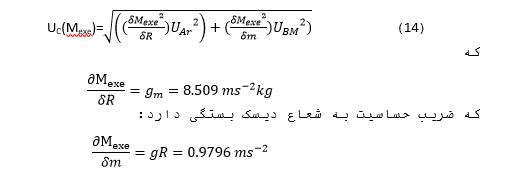
|
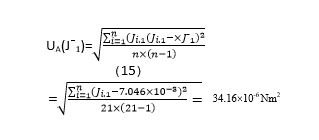
ضریب حساسیت بستگی به جرم وزن نمونه دارد. جایگزینی ضرایب حساسیت محاسبه شده وعدم قطعیت در فرمول (14) ، مقدار کل عدم قطعیت تولید گشتاور نمونه را به صورت UC1(Mexe)=8.87×10-6 N.m برآورد کند. پس از تنظیم گشتاور نمونه به روشی که در بالا توضیح داده شد ، یکسری از اندازهگیریهای گشتاور اینرسی با استفاده از دستگاهی برای اندازهگیری اینرسی لحظه ای موتورهای الکتریکی انجام میشود. نتایج اندازهگیری لحظههای اینرسی در جدول 1 آمده است. بر اساس نتایج اندازهگیری لحظههای اینرسی (جدول 1) ، ممکن است عدم قطعیت استاندارد نوع A را با معادله (2) محاسبه کنیم. با جایگزینی نتایج اندازهگیریها در معادله (2) ، مقداری برای عدم قطعیت تجربی استاندارد اندازهگیری به دست میآوریم: |
برای کالیبراسیون یک دستگاه برای اندازهگیری لحظه اینرسی در محدوده مختلف ، از یک موتور الکتریکی ناهمزمان از نوع AIR80A2 استفاده شد که دارای مقدار اسمی لحظه اینرسی j2 = 0.015 N m2 است.
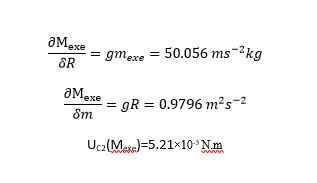
برای تولید گشتاور با خطا S نزدیک به 1 ، شفت (محور) موتور الکتریکی باید یک گشتاور نمونه ایجاد کند که مربوط به Mk = 5 N.m2 است برای تولید گشتاور روی دیسک با شعاع R که به محور موتور الکتریکی از طریق رشته سیمی به طول l ثابت شده است، مقدار جرم نمونه باید برابر mexe = 5104.273gr باشد. عدم قطعیت کلی در تولید مقدار نمونه گشتاور ، که ناشی از اثرات سیستماتیک غیر درگیر باقیمانده مربوط به محدوده صحت ابزارهای اندازهگیری جرم و شعاع دیسک است ، مطابق فرمول میباشد:
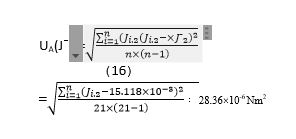
با تعیین مقادیر نمونه لحظههای اینرسی ، یک سری اندازهگیریها انجام شده است که در جدول 2 آمده است. با جایگزینی دادههای تجربی همانطور که در جدول 2 آمده است ، ممکن است عدم قطعیت استاندارد نوع A اندازهگیری لحظه اینرسی یک موتور الکتریکی (عدم قطعیت کالیبراسیون) با فرمول زیر محاسبه شود.
برای کالیبراسیون دستگاه برای اندازهگیری لحظه اینرسی j3 = 0.0042 N.m2 ، از یک موتور الکتریکی ناهمزمان از نوع AIR56A2 استفاده شد. برای این که این نوع موتور الکتریکی خطا S را نزدیک به 1 تولید کند ، موتور الکتریکی باید گشتاور نمونه ای ایجاد کند که برابر با Mk = 0.64 نیوتن متر است.
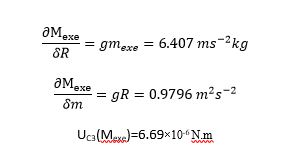
برای تولید گشتاور در دیسک با شعاع R که تا محور موتور الکتریکی ثابت است ، مقدار جرم نمونه باید برابر mexe = 653.346 gr باشد. عدم قطعیت کلی درتولید مقدار نمونه گشتاور ، که ناشی از اثرات سیستماتیک باقیمانده غیر درگیر مربوط به محدود صحت ابزارهای اندازهگیری جرم و شعاع دیسک است ، طبق فرمول است:
نتایج اندازهگیری لحظه اینرسی در جدول 3 ارائه شده است. با جایگزینی دادههای تجربی جدول 3 در معادله (2) ، عدم قطعیت استاندارد لحظه اندازهگیری اینرسی موتور الکتریکی نوع A (عدم قطعیت کالیبراسیون) را بدست میآوریم ، یعنی
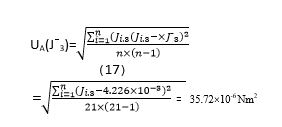
فرمول تعیین شده بازه تصدیق داخلی یک دستگاه اندازهگیری شامل بالاترین مقدار حداکثری عدم قطعیت استاندارد تجربی نوع A است. از محاسبه (انجام) تحقیقات تجربی ، ممکن است نشان داده شود که عدم قطعیت استاندارد نوع A زمانی که کوچک ترین لحظه اینرسی با مقدار J¯3 = 0.0042 N m2 اندازهگیری شود به حداکثر مقدار خود برسد.
بنابراین، برای ارزیابی بازه تصدیق داخلی یک دستگاه در محاسبات بعدی ، ممکن است از حداکثر عدم قطعیت اندازهگیری یک لحظه اینرسی نوع A که برابر uA max (J¯3) = 35.72 × 10-6 Nm2 استفاده کنیم. برای محاسبه عدم قطعیت کل و گسترش اندازهگیری ، باید ارزیابی اجزای دارای عدم قطعیت نوع B را انجام دهیم که با اثرات سیستماتیک باقی مانده و ویژگیهای محدود عناصر تشکیل دهنده وسیله اندازهگیری در لحظه اینرسی نشان داده میشود.
از آنجا که عناصر تشکیل دهنده لحظه اینرسی دستگاه اندازهگیری شامل یک سنسور effort است ، ممکن است عدم قطعیت نوع B را که ناشی از وجود خطای تلفیقی γ = 0.15٪ حداکثر در زمانی که حداکثر effort Q=20 Kg ، با فرض قانون یکنواخت توزیع خطا با فرمول زیر محاسبه میشود:
عدم قطعیت نوع B ، که ناشی از وجود اثرات سیستماتیک غیر تلفیقی مرتبط، با وجود خطاها در طول شفت اندازهگیری است که از
Δl=0.01 × 10−3 m بیشتر نیست ، توسط فرمول زیر شرح داده میشود:
اجازه دهید مقدار مولفه عدم قطعیت ناشی از تغییردر فرکانس تشدید کننده کوارتز(quartz resonator) در طول دوره تشکیل پالسهای نمونه در نظر بگیریم ، زمانی که فرکانس تشدید کننده کوارتز با f0 = 20 MGz ،=0.05 × 10−6 s T0 = 1/f0 توصیف میشود که فاصله اندازهگیری لحظه اینرسی با توجه به انحراف دما، در دمای محیط که در آن tv = 25 ◦C ، دمای معمولی که tn = 20 ◦C است و از طریق ضریب دما فرکانس تغییرات رزوناتور (تشدید کننده) کوارتز در kt = ± 1.5 × 10−6/◦C که مطابق اسناد فنی مشخص شده است، که با معادله نشان داده شده است:

عدم قطعیت ناشی از وجود زمان پاسخ معین توسط مقایسه کننده میکروکنترلر آنالوگ با نمایش یک سیگنال ورودی با توجه به مشخصات میکروکنترلر ، بر اساس فرمول محاسبه شده ازs Δt = 0.5 × 0.5-6 ثانیه تجاوز نمی کند.

کل عدم قطعیت استاندارد نوع B با توجه به معادله تبدیل (11) بالا و اجزای تخمین زده شده عدم قطعیت از نوع B ، (14، 18،21،) ما را قادر میسازد تا ریشه مربعی مثبت واریانس کل از نوع B ، که با فرمول شرح داده شده است را بیابیم:

که
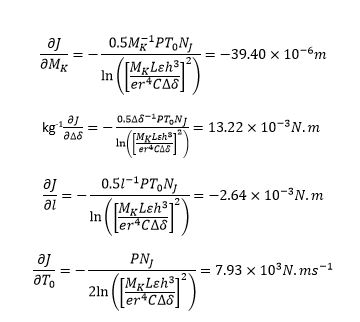
| ضرایب حساسیت به ترتیب برای گشتاور اثرات خطای سنسور، طول شفت (محور) اندازهگیری، دوره پالسهای نمونه است. با جایگزینی مقادیر محاسبه شده ضرایب حساسیت و عدم قطعیتهای استاندارد نوع B در معادله (22) ، مقدار کل عدم قطعیت استاندارد نوع B را بدست میآوریم ، که N.m2 uBc = 11.16 × 10−4 است.
عدم قطعیت کلی نتیجه اندازهگیری برای لحظه اینرسی با توجه به حداکثر عدم قطعیت تجربی نوعA (17) و عدم قطعیت کل نوع B (22) با فرمول زیر محاسبه میشود:
برای محاسبه عدم قطعیت گسترده در اسناد فنی برای دستگاه اندازهگیری لحظه اینرسی، باید تعداد درجات آزادی موثر را به صورت زیر محاسبه کنیم: |


در مرحله بعد ، با استفاده از table Student ، ضریب پوشش kP را با استفاده از مقادیر تعداد درجات آزادی موثر (24) و سطح اطمینان ، که بر اساس اطلاعات احتمالات آنالوگ 0.95 P= فرض میشود تعریف میکنیم . این مقدار kP = 1.96 خواهد بود. با داشتن ضریب پوشش و عدم قطعیت کل نتیجه اندازهگیری لحظه اینرسی ، عدم قطعیت گسترده اندازهگیری را به دست میآوریم که در اسناد فنی دستگاه اندازهگیری برای لحظه اینرسی موتور الکتریکی مشخص شده است ، یعنی:
![]()
بعد ، با فرض اینکه شدت (کثرت) کارکرد (عملکرد) دستگاه اندازهگیری 7 ساعت در روز است و زمان تعیین شده تجربی را برای اولین خرابی تعیین میکنیم پس برای دستگاه اندازهگیری لحظه اینرسی موتورهای الکتریکی 3500 ساعت تعیین شده بنابراین عمر مفید t را معادل 2 سال تقویمی تعیین میکنیم.
پس از استفاده طولانی مدت در شرایط واقعی با استفاده ازدستگاه اندازهگیری ، ممکن است اجزای عدم قطعیت نوع B را محاسبه کنیم. این عدم قطعیت ناشی از موارد زیر است:
– وجود خطاهای تلفیقی سنسورeffort ، محاسبه شده با (18) ،kg UB,s = 8.67 × 10−3 میباشد ؛
-وجود اثرات سیستماتیک غیر تلفیقی مربوط به محدودیتهای توانایی اهرم اندازهگیری که توسط فرمول (19) محاسبه شده و برابر با ، Ub,l = 5.77 × 10−6m است؛
– وجود زمان واکنش مقایسه کننده سیگنال ورودی میکروکنترلر آنالوگ با فرمول (21) محاسبه میشود و برابر است با همان مقدار محاسبه شده توسط ،s UB,Δt = 0.14 × 10−6 ؛
– انحراف دمای محیط در حین آزمایش وقتی که tv2 = 18 ◦C از دما در شرایط عادی زمانی کهC ◦ tn=20 ، ما را قادر میسازد تا از طریق ضریب دما تغییر فرکانس رزوناتور کوارتز را محاسبه کنیم (kt = ± 1.5 × 10−6/◦C) با فرمول زیر:

مقدار عدم قطعیت اندازهگیری نوع B ، uBce ، ممکن است با در نظر گرفتن عدم قطعیتهای محاسبه شده نوع B بعد از آزمایش دستگاه برای لحظه اینرسی در استفاده واقعی ، با فرمول (23) محاسبه شود.
در نتیجه ، ممکن است مقدار عدم قطعیت استاندارد ترکیبی نوع B را بدست آوریم که برابرN.m2 uBce = 11.16 × 10−4 است . از آنجایی که مقدار عدم قطعیت اندازهگیری ترکیبی نوع B بدون تغییر باقی میماند ، بنابراین مقدار عدم قطعیت ترکیبی از اندازهگیری ناشی از شرایط واقعی به صورت uce = 11.17 × 10−4 N m2 باقی میماند. تعداد درجات آزادی موثر با فرمول (24) تعیین میشود و همچنین برابر مقدار قبلی است =19×106 νeff
ضریب پوشش k2P -1 ، که با احتمال اطمینان (سطح اطمینان) 2P – 1 مطابقت دارد ، یعنی مقدار احتمالی که مطابق با احتمال قابلیت استفاده دستگاه در شرایط واقعی میباشد، قابلیت اطمینان فنی دستگاه اندازهگیری P = 0.95 است، بنابراین قابلیت سرویس دهی 2P – 1 = 2 × 0.95 – 1 = 0.9 است ، ممکن است از Student table برای تعداد درجات آزادی موثر که νeff> 30 و احتمال قابلیت اندازهگیری دستگاه در شرایط واقعی تعیین میشود.
هنگامی که ضریب پوشش k2P −1 = 1.64 است مقدار UE عدم قطعیت در شرایط واقعی عملکرد دستگاه اندازهگیری برابر است با:

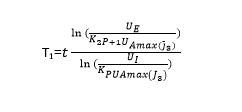
بر اساس مقادیر عدم قطعیت استاندارد بسط شده که از لحاظ تئوری امکان پذیر است ، عدم قطعیت تحت شرایط واقعی UE (با فرض احتمال قابلیت استفاده 2P-1 برای دستگاه اندازهگیری) و حداکثر عدم قطعیت اندازهگیری نوع A uA (J¯3) است، اجازه دهید تا ارزیابی اولیه بازه تصدیق درونی T1 دستگاه اندازهگیری را برای لحظه اینرسی موتورهای الکتریکی بر اساس فرمول (8) بر اساس زمان دوره تجربی تا اولین خرابی t = 2 سال محاسبه کنیم. مقدار اولین بازه تصدیق درونی مربوط مطابق است با:
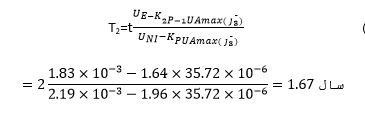
مقدار دوم بازه تصدیقی برای یک دستگاه اندازهگیری برای لحظه اینرسی موتورهای الکتریکی T2 ، با فرمول (9) محاسبه میشود و عبارت است از:
به عنوان مثال ، فاصله بین تأیید ( بازه تصدیق درونی) برای یک دستگاه اندازهگیری برای لحظه اینرسی موتورهای الکتریکی طبق فرمول (10) ممکن است برابر حداقل مقادیر بین T1 و T2 در نظر گرفته شود:
![]()
مقدار بازه تصدیقی در ماهها را میتوان از ردیف اعداد طبیعی انتخاب کرد: 0.25 ؛ 0.5 ؛ 1 و 2 ؛ 3؛ 4؛ 5 6؛ 7؛ 8؛ 9؛ 10؛ 11؛ 12؛ 15 ، 18 ؛ 21؛ 24 ؛ 30 و غیره در فواصل 6 ماهه.
بنابراین ، در نتیجه صدور گواهینامه اندازهگیری دستگاه برای لحظه اینرسی موتورهای الکتریکی ، صحت اندازهگیریهای لحظه اینرسی بر اساس مفهوم عدم قطعیت اندازهگیری است که ویژگیهای آن شامل مقدار استاندارد عدم قطعیت گسترده است که 2.19 × 10–3 N.m2 با احتمال P = 0.95 و بازه تصدیقی دستگاه اندازهگیری که معادل 20 ماه است.
نتیجه گیری:
روش کالیبراسیون توسعه یافته برای ارزیابی بازه تصدیقی دستگاههای اندازهگیری اجازه میدهد تا ویژگیهای اندازهگیری استاندارد دستگاههای اندازهگیری تنظیم یا اصلاح شوند و زمان بررسیهای بعدی ممکن است بر اساس الزامات بین المللی برای ارزیابی عملکرد صحت اندازهگیری با استفاده از مفهوم عدم قطعیت باشد.
از عدم قطعیت این روش امکان اجماع بین المللی در اندازهگیریها برای ارزیابی بازه تصدیقی صحت دستگاههای اندازهگیری را فراهم میآورد. آزمایش روش کالیبراسیون برای ارزیابی صحت اندازهگیریها بازه تصدیقی در طول صدور گواهینامه دستگاههای اندازهگیری برای لحظه اینرسی موتور الکتریکی ، اعتبار و اثربخشی آن را نشان میدهد.
جدول1 نتایج اندازهگیری لحظههای اینرسی:
| مقدار لحظه اینرسی
J × 10–3, N m2 |
مقدار لحظه اینرسی
J × 10–3, N m2 |
مقدار لحظه اینرسی
J × 10–3, N m2 |
|||
| 7.175 | 15 | 7.128 | 8 | 7.132 | 1 |
| 6.878 | 16 | 6.855 | 9 | 7.197 | 2 |
| 7.191 | 17 | 7.153 | 10 | 6.805 | 3 |
| 6.823 | 18 | 7.192 | 11 | 7.157 | 4 |
| 7.147 | 19 | 6.863 | 12 | 6.952 | 5 |
| 6.792 | 20 | 7.176 | 13 | 7.171 | 6 |
| 7.165 | 21 | 6.883 | 14 | 7.171 | 7 |
جدول2 نتایج اندازهگیری لحظههای اینرسی:
| مقدار لحظه اینرسی
J × 10–3, N m2 |
مقدار لحظه اینرسی
J × 10–3, N m2 |
مقدار لحظه اینرسی
J × 10–3, N m2 |
|||
| 15.205 | 15 | 15.315 | 8 | 15.121 | 1 |
| 15.012 | 16 | 15.122 | 9 | 15.017 | 2 |
| 15.323 | 17 | 15.112 | 10 | 14.89 | 3 |
| 15.303 | 18 | 15.015 | 11 | 15.116 | 4 |
| 14.97 | 19 | 15.313 | 12 | 15.102 | 5 |
| 15.114 | 20 | 15.018 | 13 | 15.087 | 6 |
| 15.196 | 21 | 14.91 | 14 | 15.211 | 7 |
جدول3 نتایج اندازهگیری لحظههای اینرسی:
| مقدار لحظه اینرسی
J × 10–3, N m2 |
مقدار لحظه اینرسی
J × 10–3, N m2 |
مقدار لحظه اینرسی
J × 10–3, N m2 |
|||
| 4.011 | 15 | 4.365 | 8 | 4.178 | 1 |
| 4.391 | 16 | 4.085 | 9 | 4.388 | 2 |
| 4.039 | 17 | 4.015 | 10 | 4.289 | 3 |
| 4.383 | 18 | 4.011 | 11 | 4.394 | 4 |
| 4.397 | 19 | 4.355 | 12 | 4.286 | 5 |
| 4.289 | 20 | 4.054 | 13 | 4.378 | 6 |
| 4.036 | 21 | 4.016 | 14 | 4.386 | 7 |
منبع: metrology-journal
